SACMA
![]()
SACMA designs and builds machines in a manufacturing facility that the industry considers to be the most modern and best equipped in the world. At a time when many of our competitors are relocating their production to low-cost countries, we, in order to guarantee our undisputed quality, are expanding our manufacturing facilities in the “Italian Fastener Valley”. The mechanical component production is concentrated in two plants, SACMA and OBM, whilst the INGRAMATIC plant is dedicated to the production of thread rollers. Download SACMA Winning Technologies pdf.
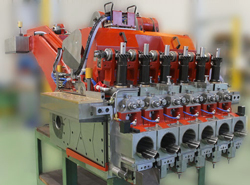
Progressive Headers
The high degree of precision in machining is a must for manufacturing machines that must operate with high productivity and efficiency. SACMA has chosen to manufacture, in house, all components and has installed the most modern production machines available today on the market, to promote the total quality of all SACMA Group products.
A systematic and rigorous inspection procedure of all manufactured parts before inventory stocking is the best guarantee of interchangeability and availability of spares. The correct choice of high tensile materials, the proper heat treatment specifications, the accuracy of surface finish operations of grinding and lapping make a SACMA machine the most reliable, the most productive and lowest cost machine in manufacturing.
The concept of performing tool change in the shortest possible time represents an undisputed necessity for modern industrial manufacturing of cold forged parts, made in smaller lots. In developing the quick tool change system, SACMA made no compromises of rigidity and power of the machines; a typical characteristic of its machines. The CR quick tool change system, standard for machines series 3, 4, 5 and 6, allows for easy removal of the die block, hydraulic clamped, and just as easy removal of the punch block bolster and the complete transfer unit. Download the Progressive Header Guide.
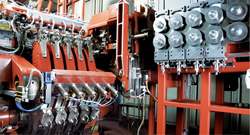
The transfer mechanism of SACMA progressive headers is by far considered the world benchmark, so much, that it has been subject of numerous unsuccessful imitation attempts by others.
The precise movement of the transfer fingers, determined by a smooth oscillating mechanism generated by perfect desmo-drive double cams imparts to the whole system a perfect control of position also at the maximum production speeds.
The multiple adjustments, timing of the transfer phase, variation of the clamping force, variation of the opening/closing speed of the fingers, together with the absence of springs, allows the transfer of long parts and of the shortest parts to take place in safety at maximum speeds.
All SACMA machines are fitted standard with hydraulic clamping of die side adjustments of threaded sleeves, kick out levers and trim cam in the last station.
The M automatic motorization system available on SACMA progressive machines, is an important method for reduction of machine set up time and fine tuning of adjustments. The preset data present in the data base of parts to be manufactured will determine the automatic adjustments of feed, position of stock stop, and die kick out.
Hydraulic clamping of adjustments and tools is of great help when setting the machine and guarantees repeatability of the adjustments.
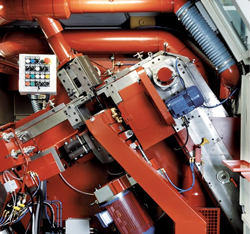
Intervention of the operator in the working area must be performed in absolute safety and comfort. This necessity is particularly felt when working with large machines, in order to facilitate tool change and maintenance procedures.
The patented system of ergonomic platforms and tool cradles supplied by SACMA on the Series 6 machines is a very good example of assistance, without compromise, to the requirements of the end user. The system consists of two hydraulic operated platforms that position themselves automatically over the work area.
The main heading slide is the element that delivers the energy of deformation and as such it must have great stability and robustness. All SACMA machines heading slides are made of Ni-Cr-Mo alloy steel casting heat treated and having a special geometric shape with double slide ways to offer maximum stability in delivering the forging energy to the tools.
An exclusive taper slide way guarantees a perfect alignment of the tools at every stroke.
The positive punch knock-out is perfectly in phase with the return stroke of the heading slide after front dead centre to make sure that the parts, even the shortest ones remain stationary in the die for ease the transfer to the next forging station.
A good and efficient transfer system must be able to transfer from one station to the next any type of part, independent of geometry and length.
The well known and great capability of the SACMA transfer to handle difficult and short parts, now becomes all the more versatile with the introduction of a patented SACMA transfer support assist system, that can transfer conical or shoulder parts which would tend to fall on die kick-out. The system consists of support fingers, perfectly timed with the motion of the transfer and of the die kick-out rods. The forging load monitoring system SC500 and the SC700 control system for checking whether the part has rotated during transport, are very useful for production.

With the intention of assisting best the tool setters in the delicate moment of tool and timing adjustments, SACMA has developed an electronic handwheel to move the whole machine at slow motion in order to check for correct timing of the transfer fingers with respect to the heading slide, avoiding dangerous collisions. The heading slide can be stopped in any position avoiding jogging the machine and damaging the main clutch/brake unit.
In order to facilitate even further the process of quick change of the tools, the system can be further enhanced with an external tool presetting punch for the centering of the punches to the dies, before the tool holders are fitted back in the machine.
The large SACMA cold formers are supplied with the M automatic motorized system of adjustments, which together with the SC-MATIC software determines very short set up times and adjustment of the machine, including the linear feed system.
The machines are also supplied with a 10 roll wire straightener unit that can be mounted either in the vertical plane for use with horizontal arm decoilers, or fitted in the horizontal plane for straightening wire coils mounted in the vertical axes, wound either clockwise or anticlockwise.

SACMA offers also the SC-MATIC system together with the M version of automatic motorization of adjustments of the wire stop, the wire feed, the threaded sleeves on die ejection axes, the position of die kick-out lever in every station. The system can easily memorize all adjustments for an infinite number of different codes and governs all the general alarms and diagnostic of faults.
SACMA also supplies special versions of WF / Warm Forming machines for forging products in stainless steels, special nickel base alloys, super alloys and titanium. These machines are complete with induction heating units to obtain temperatures that vary from 400°C to 950°C.

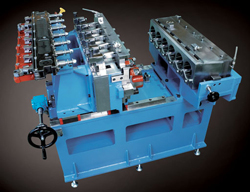
Combined Headers


The concept of performing tool change in the shortest possible time represents an undisputed necessity for modern industrial manufacturing of cold forged parts, made in smaller lots, making forming more competitive against traditional machining methods.
In developing the tool change system, SACMA made no compromises of rigidity and power of the machines; a typical characteristic of its machines. The CR quick tool change system, standard for machines size 3, 4, 5 and 6, allows for easy removal of the die block, hydraulic clamped, and just as easy removal of the punch blocks bolster and the complete transfer unit.
The transfer mechanism of SACMA progressive and combined machines is by far considered the world benchmark, so much, that it has been subject of numerous unsuccessful imitation attempts by others.
The precise movement of the transfer fingers, determined by a smooth oscillating mechanism, generated by perfect desmo-drive double cams, imparts to the whole system a perfect control of position, also at the maximum production speed. The multiple adjustments: timing of the transfer phase, variation of the clamping force, variation of the opening/closing speed of the fingers, together with the absence of springs, allow the transfer of long parts and of the shortest parts to take place in safety at maximum speed.
From the forging station the parts are directed to the pointing station by means of a finger type elevator which is easily adjusted in width according to the diameter and the geometry of the shank. The adjustment is made by a micrometric system of easy access to the operator and simple to read. The forged parts are then fed to the pointing unit where the extremity of the shank will be machined by removing metal.
It is possible to produce points with different geometries and angles including the famous 90° robot points widely used in the automotive. From the pointing station the blanks are then fed to the flat die thread rolling station.
The threading station carries a flat die, alternating motion, main slide. A stop gate and a single starter blade system fitted on the end of the rails guarantees a perfect introduction of the blanks between the roll dies. The match adjustment of the threaded profiles can be obtained either by means of the eccentric mechanism of the connecting rod which drives the slide or by means of a wedge that provides vertical movement of the fixed roll die. The fixed roll die can be adjusted in all 3 dimensions.
Special fit plates are used to position the fixed die perfectly parallel to the moving die and at the correct distance from the latter in accordance to the size of the thread. The locking in position of the fixed die is made by manual clamping or hydraulic clamping depending on the size of the machine.

SACMA offers also the SC-MATIC system together with the M version of automatic motorization of adjustments of the wire stop, the wire feed, the threaded sleeves on die ejection axes, the position of die kick-out lever in every station. The system can easily memorize all adjustments for an infinite number of codes and governs all the general alarms and diagnostic of faults.
The system is very operator friendly when changing to a new product but also allows an easy intervention when having to adjust a machine during the initial set up of a product which has never been run before.
SACMA has chosen to manufacture, in house, all components and has installed the most modern production technology available today on the market, to promote the total quality of all its products. A systematic and rigorous inspection procedure of all manufactured parts before inventory stocking is the best guarantee of interchangeability and availability of spare parts. The correct choice of high tensile materials, the proper heat treatment specifications, the accuracy of surface finish operations of grinding and lapping, make a SACMA machine the most reliable, the most productive and lowest cost machine in manufacturing.
All SACMA machines are fitted standard with hydraulic clamping of die side adjustments of threaded sleeves, kick out levers and trim cam in the last station. The M automatic motorization system available on SACMA combined machines, is an important method for reduction of machine set up time and fine tuning adjustments. The preset data present in the data base of parts to be manufactured will determine the automatic adjustment of feed, position of stock stop and die kick out. Download the Combined Header Guide.

SACMA offers monitoring systems for controlling the forging and the thread rolling stations. For the forging station the SC500 load monitor, calibrated in KN will monitor the forging loads and the work curve for each blow and the SC700 system monitors whether the part has rotated between stations. For the thread rolling station the SC600 system monitors the loads during thread rolling throughout all the travel of the part through the dies, including the control of the curve of the complete work cycle. A control system at the pointing station will guarantee that the end point has been machined correctly.

The V version of the combined headers has been specially designed for the production of short fasteners. A cup type elevator will feed the forged or trimmed blanks from the heading station to the bowl of a vibratory feeder where the parts will be correctly orientated and fed into the rails that bring to the pointing station for machining the extremity of the shank by metal removal. The pointed blanks thereafter are fed to the rolling station to form the thread.
All the CR quick tool change machines can be supplied as optional equipment with an external set up bench specially made for the adjustment of the tools and pre-centering of the punches to the dies in each station. The bench carries a fixed portion to locate the die box and a moving portion onto which is located the complete punch holder assembly in order to simulate perfectly the movement of the heading slide of the machine up to front dead center. The bench also carries a station where the transfer centering jig is located for set up of the transfer unit.
Warm Formers
SACMA has chosen to manufacture, in house, all components and has installed the most modern production technology available today on the market, to promote the total quality of all its products. A systematic and rigorous inspection procedure of all manufactured parts before inventory stocking is the best guarantee of interchangeability and availability of spare parts. The correct choice of high tensile materials, the proper heat treatment specifications, the accuracy of surface finish operations of grinding and lapping, make a SACMA machine the most reliable, the most productive and lowest cost machine in manufacturing.
All SACMA machines are fitted standard with hydraulic clamping of die side adjustments of threaded sleeves, kick out levers and trim cam in the last station. The M automatic motorization system available on SACMA combined machines, is an important method for reduction of machine set up time and fine tuning adjustments. The preset data present in the data base of parts to be manufactured will determine the automatic adjustment of feed, position of stock stop and die kick out.
Servomotor controlled feeding system for precise management of the wire feeding into and out of the machine. Automatically retracts the wire from the induction coils when the machine stops for quick and safe operation. Provides the operator complete control of the wire feeding process including Alternate Feeding mode for more forming versatility.
Automatic motorized adjustments – of stock gage tip and of threaded kickout sleeves, allowing adjustments of the blank length and ejector pin position during production.
Optical Pyrometers – provide accurate temperature readings of the material during the heating process and just before the cutoff.
Solid die block – specifically designed for Warm Forming. Includes coated sleeves in each station and special designed circulation of coolant liquid for maintaining a constant temperature to assure precise and repeatable forming tolerances.
Cutter holder with internal oil cooling – to assure the wire alignment in the cutter for precise cutoffs.


SC-Matic Touch-Screen Panel – to provide the operator complete control and feed back of the heating system performance, management of the wire temperature and all machine functions.

Cooling and Thermo Regulation Systems – for automatic and accurate control of the temperature of the bed and die area to maintain forming precision over long production runs. Automatically warms the machine at startup and changes to cooling when the operating temperature is obtained. Reduces material waste at startup.
Automatic fire extinguishing system – with flame detection sensors, CO2 dispersion system and automatic exhaust damper system with visual and audio alarms.
Loomis Partners